|
对控制工艺关键辊隙的辊隙特性很重要
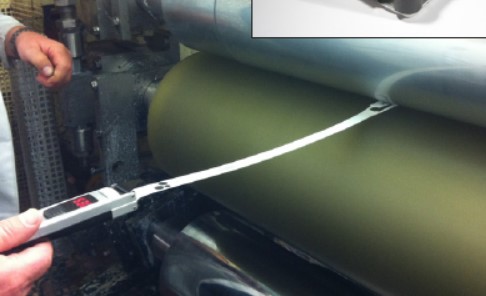
使用数字辊隙测量既快速又简单。您可以准确设置辊隙,并经常检查其状态。
该过程可重复且独立于操作员。测量数据有助于统计趋势分析和持续工艺改进,最终提高产品质量和工艺控制,降低产品成本(减少废品)和延长生产时间。提高工作满意度是一个额外的奖励:不再尝试和错误!
辊隙
压区在确定压区特性的同时生成压力曲线。压力曲线根据压区压力和压区宽度定义。
-压力指示器测量峰值压力,单位为牛顿/平方厘米。
-辊隙宽度指示器以毫米或英寸为单位测量辊隙宽度。
辊对的寿命
橡胶是一种“活的”材料,在其使用寿命期间不断膨胀和收缩而老化。当受到温度变化、化学品、增塑剂提取、转数、生产速度和体积弹性变化(E模块)的影响时,它可以硬化、软化、收缩或膨胀。
压区压力曲线也不可避免地发生变化。最初正确的辊隙设置逐渐变得不准确,可能导致工艺恶化和不稳定。
橡胶特性变化的后果根据辊对是否固定或其中一个辊是否浮动以及变化的性质而不同。
参见下面的通用压力曲线示例。
专利技术
验证校准™
固定滚轮
浮动滚轮(力控制)
参考
肿胀 的
收缩
参考
参考
参考
收缩
软化
软化
肿胀 的
硬化
硬化
压区压力
压区压力
压区压力
压区压力
压区宽度
压区宽度
压区宽度
压区宽度
20140519
压力指示器(压区测量单位为牛顿/平方厘米)
传感器刀片辊辊隙橡胶硬度
零件号、产品类型、备注、长度、压区宽度、厚度、滚筒表面、表面ShA°测量范围*)温度
P102仪器20–999 N/cm2
P350001的C101校准工具校准
在400
N/cm2
橡胶/橡胶
P350001传感器刀片350 mm/13.8“≥5 mm/0.2“0.2 mm/0 0.008”橡胶/塑料光滑<95°1–999 N/cm2 10–70°C/
橡胶/金属
50–158°F
LP101基板标签厚度0.1 mm/0.004“光滑10–70°C/
50–158°F
T150伸缩伸缩臂180°接头1–1.5 m/
3.3-5英尺
HN201趋势分析软件
*)传感器叶片上的峰值压力
辊隙宽度指示器系统由手动装置和传感器刀片组成。如果需要可追溯性,则添加校准/验证单元
辊隙宽度指示器(辊隙测量单位为毫米或英寸)-以前称为辊隙指示器
传感器刀片辊橡胶硬度传感器刀片辊隙
零件号、产品类型、备注、长度、压区宽度、厚度、辊子表面、表面、ShA°工作范围*)温度
W102仪器0.5mm显示分辨率
W102CAL仪器,显示分辨率为0.5 mm
校准软件
SS30002的CAL10SS校准/验证单元校准
十点
嗯
CAL30SS校准/SS50002的验证单元校准
30岁
嗯
SS30002传感器刀片300 mm/2–20 mm/0.4 mm/橡胶/橡胶光滑20–80°1–200 N/cm2 20–50°C
11.8“0.08–0.8”0.016”橡胶/塑料68–122°F
SS50002传感器刀片500 mm/5–50 mm/0.4 mm/橡胶/金属光滑20–80°1–200 N/cm2 20–50°C
19.7“0.2–2”0.016“68–122°F
T150伸缩伸缩臂180°接头1–1.5 m/
3.3-5英尺
HN201趋势分析软件
*)传感器叶片上的峰值压力
压区控制AB
Gamla Skolvägen 34,133 35 Saltsjöbaden,瑞典
压力指示器测量系统由手动装置、传感器叶片和校准工具组成
功能的
-一键控制
-明亮的LED显示屏,便于阅读
-标准AAA电池和
节能功能
-在坚固的仪器箱中交付
应用
-层压
-涂层
-挤压
-一般web处理
-规范中的其他夹点
接触压区控制 |