|
橡胶接头宽度压印套件
包覆卷非轴样式说明
您的prc压区宽度套件
在操作条件下,使用碳纸来确定辊对的实际辊隙宽度太少。通常情况下,如果加工的纸幅在离开加工过程时水分含量均匀,则假设所有纸幅都在生产线上正常工作。如果压力不够高,无法实际开始压碎正在加工的卷材,则所提供产品的试验将无法检测到由凸度不足引起的沿卷材宽度的不均匀压力。
这种不均匀压力的影响,由于缺少胎冠或使用的胎冠负荷过大而导致的,只有通过橡胶覆盖辊的不均匀磨损和端部开裂、毛毡寿命降低、纸张信息差、染色阴暗等才能显现出来。
Passaic Rubber Company Nip Width Kit专门设计用于确定运行条件下一对轧辊的实际工作辊隙宽度。该压痕可用于确定是否需要采取纠正措施,如重新凸顶或表面修整,或确定给定操作下更令人满意的轧辊压力。
应保留这些压痕,并可定期参考,并与连续压痕进行比较,以检查磨损率、辊性能等。当辊不旋转时,仅当机器停机且毛毡(如果使用)被移除或推到一侧时,才进行压缝宽度压痕。
Passaic橡胶公司
45去休息驱动
韦恩,nj 07570
http://captec.tech
传真:http://deLsys.onLine
U
S
A.
压印套件说明
A.确保顶部和底部辊在压印辊隙宽度的区域清洁干燥。
B.将碳和纸放在底部卷上(白纸向下),位于卷的顶部和底部之间的接触线上。确保碳和纸居中,以便压印在中间。如果滚筒是水平的,并且位于同一垂直位置,则套件通常会保留在滚筒上,而不使用胶带。如果纸卷偏移或悬垂,我们建议使用小型压敏胶带将纸张固定在适当位置。
C.首先轻轻地将辊放在一起,然后逐渐加载到正常操作压力。在压力正常化后等待大约一分钟,然后分离辊。然后可移除并处置碳片,并评估辊隙宽度压印。
欲了解更多信息或购买,请访问我们的网站:
chumo-ping.com 压缩纸
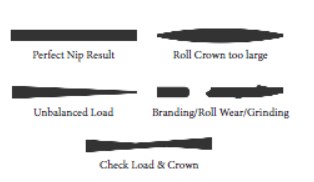
完美的Nip结果
不平衡负载
检查荷载和路拱
辊冠过大
烙印/辊磨损/研磨
从中确定轧辊凸度
辊隙宽度压印
在所需负载下获得辊隙宽度,并了解辊的直径,我们可以确定额外的凸度:
2滚筒系统(不同直径)。
C=所需的额外冠部,即中心和距端部2英寸的直径差
N1=辊中心的辊隙宽度
N2=距端部2“的压区宽度
D1=顶部直径
D2=底辊直径
然后:
如果我们的轧辊最初是磨直的,我们现在会在橡胶中加入0.023英寸的冠部。如果牙冠最初为0.030“,则会增加到0.053”。如果情况相反,中心的压区(N1)为0.8“,压区末端(N2)为0.6”,则我们的指示牙冠将为0.023“,表明压区已经包含过多的牙冠。现在,如果我们轧辊的凸度为0.030“,那么适当的凸度将为0.003”。通常有助于确定各种载荷的凸度,以便如果希望改变载荷,那么轧辊的适当凸度将立即可用。当然,上述确定的凸度是所涉及的两个轧辊的组合凸度。顶部和底部辊中的这种冠的数量取决于单个机器和操作。 |